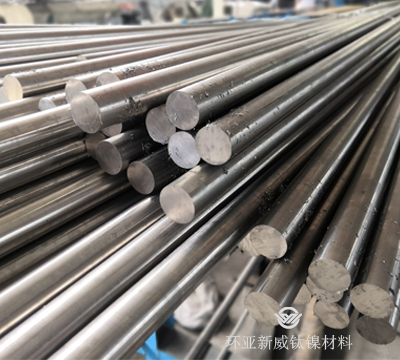

钛棒-钛合金棒加工

钛棒加工-TA2TA9TA10TC4
钛棒加工流程
铸锭-中断-锻造-打磨-热锻-轧制-扒皮-退火-校直-磨光-成品-探伤-包装
钛棒传统的工艺是将海绵钛经熔铸成锭,然后通过开坯、锻轧生产出钛棒。海绵钛是生产钛材的最原始的材料,对它进行熔炼就会得到钛材加工的初始材料——钛锭。
钛棒从海绵钛到毛坯的加工流程如下:
(1)压电极,将海绵钛通过压机进行压电极,形成致密的海绵钛压制块电极;
(2)真空熔铸,在1700~1800℃以及-103Pa的条件下,对上述海绵钛压制块电极进行三次真空熔铸;
(3)开坯,在1000℃的条件下,通过油压机开坯,最终压成正方形坯;
开坯时应该注意由于压力大而降低了钛棒的寿命,因此当采用闭式模锻方法模锻钛棒时,闭式模锻必需严格限定原始毛坯的体积,这使备料工序复杂化。否采用闭式模锻,要从利息和工艺可行性两方面考虑。开始模锻时,毛边损耗占毛坯重量的15%-20%夹持部分的工艺性废料(如果按模锻条件必需留有此部分)占毛坯重量的10%毛边金属相对损耗通常是随毛坯重量的减少而增加,某些结构不对称、截面面积差较大以及存在难以充填的局部的锻件,毛边消耗可高达50%闭式模锻虽无毛边损耗,但制坯工艺复杂,需要添加较多过渡具型槽,无疑会增加辅助费用。
随后只进行热处置和切削加工的最后毛坯。锻造温度和变形程度是决定合金组织、性能的基本因素。钛棒的热处理与钢的热处理不同,模锻通常是用来制造外形和尺寸接近废品。对合金的组织不起决定作用。因此,钛棒最后工步的工艺规范具有特别重要的作用。必需使毛坯的整体变形量不低于30%变形温度不逾越相变温度,为了使钛棒同时获得较高的强度和塑性并且应力求温度和变形程度在整个变形毛坯中尽可能分布均匀。
(4)第一次轧制,在970~980℃的条件下,用轧机初步轧制成圆柱体形状毛坯;
(5)第二次轧制,在950℃的条件下,用轧机轧制成毛坯件。
轧制方法有许多,可以根据不同的特征进行分类。
宝鸡环亚新威钛镍材料公司致力于钛板\钛棒\钛管\钛丝\钛及钛合金\镍及镍合金材料的加工销售。
钛棒的应用:
钛棒具有耐磨,耐腐蚀,耐高温,无磁性等特点,应用于设备的主要零件,轴体,紧固件,搅拌轴等,由于还有无毒,无污染等特点广泛应用水处理等环保行业。另外钛棒强度高,韧性好,机械强度高等优点,广泛用于航空航天,船舶以及海洋工程石油钻探,化工氯碱等行业。
产品名称 | 规格 | 状态 | 牌号 | 执行标准 |
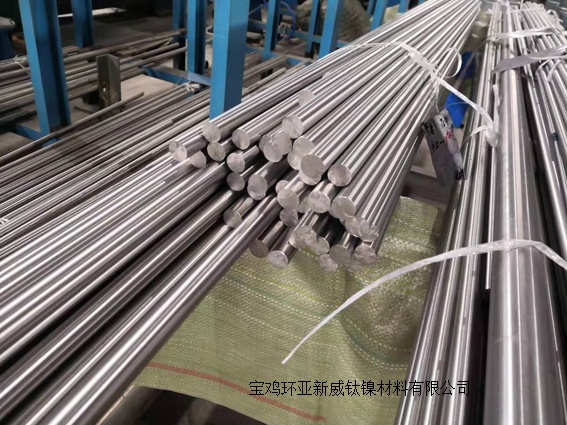
钛棒 钛合金棒
| φ(30-200)≤X3000 | 锻造棒 | TA1\TA2\TA3\TA9\ TA10\TC4 | GB/T2965-2007 ASTM B265 |
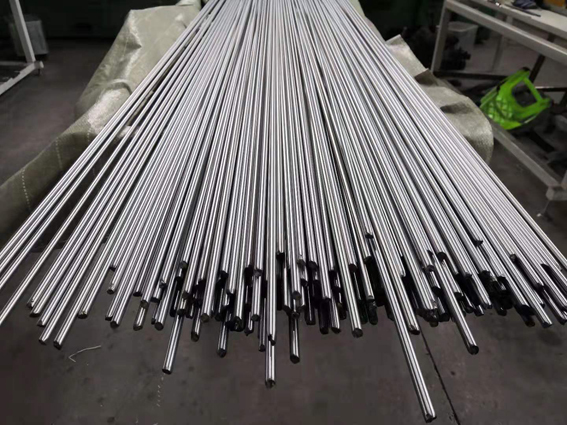
φ(8-60)≤X3000 | 轧制棒 |
钛棒常用牌号
国标牌号:TA1、TA2、TA9、TA10、TA15、TA18、 TC4、TC4ELI、TC6、TC9、TC10、TC11
美标牌号:GR1、GR2、GR3、GR5、GR7、GR12
钛棒执行常用标准:
国标:GB/T2965-2007、GB/T13810
美标:ASTM B348、ASTM F136、ASTM F67、AMS4928
钛棒规格:(直径*长度/mm): 8mm-200mm*L 常规牌号钛棒现货,特殊型号定制工期7-10天。